

En la industria se tiene claro que se debe utilizar un aceite o una grasa en los mecanismos de las máquinas sometidos a fricción ya que de lo contrario no podrían funcionar y rápidamente se presentaría en ellos una falla catastrófica; pero lo que no se tiene claro, o de pronto sí, pero no tan claro, es que el aceite o la grasa a utilizar no puede ser cualquiera, aun cuando el fabricante de dicho lubricante especifique en el catálogo, que cumple con todos los parámetros para que el mecanismo pueda funcionar, pero aquí surge la primera inquietud y es: ¿qué funcione hasta cuándo?, obviamente quienes tienen claro la productividad y confiabilidad de las máquinas, saben que es hasta que se cumpla la vida disponible o ciclo de vida para el cual fue diseñado. Pero, ¿ realmente el lubricante que se está utilizando si garantiza esto?. Bueno, aquí es donde como dice el refrán popular “No porque sea un lubricante quiere decir que la vida disponible está garantizada”. Esto hace necesario estar seguro de que el lubricante que se compró o que se va a comprar para una aplicación especifica si cumple con todos los parámetros que se requieren para que los mecanismos funcionen desde el punto de vista de la fricción dentro del ciclo de vida para el cual fueron diseñados. Es necesario tener clara la metodología de cómo comprar un lubricante y tener claro hasta dónde, en la compra de un lubricante, con los descuentos que pueden dar los fabricantes, realmente se está obteniendo un beneficio económico para la empresa y; no por comprar a un menor precio se tiene la garantía de que el lubricante adquirido si va a dar los resultados esperados. Otra inquietud no menos importante es ¿por qué hay fabricantes de lubricantes que pueden dar descuentos en la compra de un aceite hasta de un 40% sobre el precio de lista?… Me inquieta este porcentaje ya que puede conducir a pensar o que la producción de lubricantes es un negocio especulativo o que se está vendiendo un aceite que no cumple con todos los parámetros requeridos.
Aceites ISO.
Toda planta industrial, cualquiera que sea su magnitud debe utilizar lubricantes industriales ISO. Archivo Particular
ESPECIFICACIONES DEL LUBRICANTE A UTILIZAR
Loprimeroquesedebetenerencuentaenlaselección de un lubricante es consultar las recomendaciones del fabricante de la máquina y tener en cuenta que éstas tengan toda la información necesaria para que el lubricante sea bien seleccionado. Esto es fundamental pero aquí empieza el problema, ya que muchas veces las recomendaciones de lubricación dadas por los fabricantes son muy elementales y solo hablan, cuando es un aceite, de la viscosidad en cSt a 40ºC (grado ISO) o del grado de consistencia cuando es una grasa, lo que hace que el usuario base la selección del lubricante solo en este parámetro, haciendo en no pocos casos que se presenten condiciones anormales en el funcionamiento del mecanismo, con problemas de desgaste anormales o la falla catastrófica. La viscosidad del aceite o la consistencia de la grasa es solo uno de los parámetros a tener en cuenta para garantizar que se cumple con el ciclo de vida del mecanismo.
«Es necesario estar seguro de que el lubricante que se compró o que se va a comprar para una aplicación especifica si cumple con todos los parámetros que se requieren para que los mecanismos funcionen desde el punto de vista de la fricción dentro del ciclo de vida para el cual fueron diseñados«
SELECCIÓN DE UN ACEITE INDUSTRIAL ISO
Toda planta industrial, cualquiera que sea su magnitud debe utilizar lubricantes industriales ISO. En máquinas industriales al emplear lubricantes de tipo automotor SAE no quiere decir necesariamente que se vaya a producir una falla catastrófica de los mismos, pero si puede dar lugar a una disminución considerable de su vida disponible o a que se presenten problemas que hacen inoperable la máquina como es el caso, por ejemplo, de utilizar aceites para motores de combustión interna SAE que cuentan con aditivos detergentes-dispersantes, en compresores alternativos de dos o más etapas en los cuales la presencia de agua puede llegar a ser crítica dando lugar al emulsionamiento del aceite automotor, debido a que este tipo de aceites no cuentan con aditivos antiemulsionantes o en máquinas donde en lugar de utilizar un aceite industrial ISO, por ejemplo, de un grado ISO 220 se utiliza un SAE 140, con el cual el exceso de viscosidad dará lugar a un incremento considerable en las pérdidas de energía por fricción fluida, a elevación de la temperatura de operación que acelerará la oxidación del aceite y la dilatación de los retenedores de la máquina haciendo que se presenten fugas de aceite. Adicionalmente se tiene el sobre costo en la lubricación de las máquinas de la planta porque los aceites automotrices SAE son entre 1,5 y 2 veces más costosos que los de tipo industrial ISO. Porconsiguiente, si una máquina industrial se está lubricando, o se especifica en su lubricación un aceite de clasificación SAE, se debe hallar su equivalente en el sistema ISO e implementar su utilización.
Los parámetros que se deben tener en cuenta en la selección de un aceite industrial para una aplicación específica son:
- Tipo de aceite: mineral, sintético o vegetal.
- Viscosidad cSt a 40ºC, ASTM D445.
- Viscosidad cSt a 100ºC, ASTM D445.
- Indice de Viscosidad, ASTM D2270.
- Punto de inflamación, ºC, ASTM D92.
- Corrosión en lámina de cobre, 3 horas a 100ºC, ASTM D130.
- Demulsibilidad, 40/40/0 cc de emulsión a 54ºC, ASTM D1401:
- Estabilidad a la espuma, Seq. I, II, III, tendencia ml/ ml, al cabo de 5 y 10 minutos. ASTM D892, Seq. I; 10/0 a 75ºF, 20/0 a 200ºF y 10/0 a 75ºF.
- RPOT (vida remanente del aceite), minutos, ASTM D2272, su valor depende del tipo de aplicación, pero en ningún caso debe ser menor de 200 minutos.
- Nivel de limpieza, ISO 4406-99, su valor depende del tipo de aplicación, pero en ningún caso de ser superior a 17/16/14.
- Capacidad de carga, Timken, ASTM D2782, o en la prueba de 4 bolas, ASTM D2783.
Significado técnico de cada parámetro y su importancia
Es muy importante tener claro el significado de cada parámetro técnico y la importancia que tiene dentro del proceso tribológico del mecanismo.
- Tipo de aceite: si es mineral, sintético o vegetal. Estas tres clases de aceites son completamente diferentes en cuanto a la estabilidad de la película lubricante ho, el ahorro de energía por menor fricción, la biodegradabilidad, toxicidad, etc. No tiene sentido, bajo ninguna circunstancia cambiar el uso de un aceite sintético o vegetal por uno mineral, la ruta de uso es mineral, sintético y vegetal.
- Viscosidad cSt a 40ºC y a 100ºC, ASTM D445: Define el grado ISO del aceite que se debe utilizar y el espesor de la película lubricante ho a la temperatura de operación en la zona de fricción; si la viscosidad del aceite seleccionado es mayor que la requerida, se tendrán problemas de exceso de fricción fluida, mayores temperaturas de operación y exceso de consumo de energía por fricción. Si es menor, en el mejor de los casos se acelera el desgaste y la posterior falla por fatiga superficial o la falla por desgaste adhesivo.
- Indice de Viscosidad, ASTM D2270: Define la estabilidad de la película lubricante ho con los cambios en la temperatura de operación en la zona de fricción; entre más alto sea su valor, mayor estabilidad tiene la película lubricante y por lo tanto habrá menos posibilidad de que cuando la temperatura de operación aumente como resultado de problemas de enfriamiento o de sobrecargas que incrementen la fricción, se incentive la falla por fatiga superficial o la falla por adhesión.
- Punto de inflamación, ºC, ASTM D92: Especifica la temperatura a la cual los gases que genera el aceite al calentarlo se inflaman en presencia de oxígeno. En el caso de los aceites industriales ISO es importante cuando operan en máquinas donde el punto de inflamación del aceite puede disminuir como resultado de la contaminación con gases de proceso, que adicionalmente afectan la viscosidad reduciéndola y generando la posibilidad de que se presente fricción metal-metal al romperse la película lubricante ho, lo cual puede conllevar a un incendio, ya que la condición de fricción metal-metal genera la chispa. En situaciones donde no hay presencia de combustible, este parámetro no es relevante, sin querer decir que no es importante tenerlo en cuenta.
- Corrosión en lámina de cobre, ASTM D130: Permite determinar la tendencia que tienen los ácidos que forma el aceite durante el proceso de oxidación de atacar químicamente el babbitt de los cojinetes lisos de apoyo de los rotores de turbomáquinas cuando llega a determinado valor.
- Demulsibilidad, ASTM D1401: Especifica la capacidad que tiene el aceite de separase del agua en operación de tal manera que en presencia de ésta no forme una emulsión estable que rompe la película lubricante ho. y da lugar a fricción metal-metal.
- Estabilidad a la espuma, ASTM D892: Especifica la capacidad que tiene el aceite de eliminar la espuma que se forma cuando está sometido a altas temperaturas y a aireación, como es el caso, cuando el aceite sale de la zona de fricción y se encuentra en la tubería de retorno al depósito de aceite. Si la cantidad de espuma no está dentro de los límites permisibles, puede romper la película lubricante ho y dar lugar a fricción metal-metal.
- RPOT, ASTM D2272: Permite determinar cuánto es la vida de servicio de un aceite nuevo y cuántas horas de vida le quedan al aceite cuando trabaja en una máquina. Es una prueba muy importante en el momento de comprar aceites y al evaluar los aceites en servicio con el fin de determinar si vale la pena o no dializar y filtrar o por el contrario el aceite se debe cambiar. Igualmente permite presupuestar la compra del aceite ya que la prueba da el dato de la vida remanente del aceite en horas de operación. .
- Nivel de limpieza, ISO 4406-99: Permite determinar el grado de limpieza del aceite y la cantidad de partículas que tiene en suspensión y su tendencia a generar en los mecanismos lubricados la falla por erosión o por abrasión. El aceite en todo momento debe estar dentro del rango de Operación Confiable (OC) especificado por ISO 4406-99 para los diferentes tipos de mecanismos.
- Capacidad de carga, Timken, ASTM D2782, o 4 bolas, ASTM D2783: Determina la capacidad de carga de los aditivos metálicos AW o EP. En el caso de los aditivos metálicos antidesgaste AW especifica la protección que estos le dan a las superficies de fricción de los mecanismos que trabajan bajo condiciones de lubricación HD para que durante la puesta en marcha éstas estén el mínimo tiempo posible en contacto metal-metal. En cuanto a los aditivos extrema presión EP, indica la protección contra la fricción metal-metal que estos le dan a las rugosidades de las superficies de fricción de los mecanismos durante la puesta en marcha y en condiciones normales de operación cuando trabajan en el régimen de lubricación EHL.
Para ilustrar la selección correcta de un aceite industrial ISO, se va a suponer que en una planta termoeléctrica, se va a poner en operación un nuevo turbogenerador, y se requiere seleccionar el aceite mineral que se va a utilizar en la lubricación de los cojinetes lisos y de empuje del rotor de la turbina de vapor y del generador. La cantidad de aceite mineral del sistema de lubricación es de 30 tambores de 55 galones (1650 galones). Las especificaciones para el aceite mineral nuevo recomendado por parte del fabricante del turbogenerador son las siguientes:
– Aceite mineral.
– Viscosidad 41,4 a 50,6 cSt a 40ºC, ASTM D445.
– Viscosidad 5 a 6 cSt a 100ºC, ASTM D445.
– Indice de Viscosidad, mínimo 110, ASTM D2270.
– Punto de inflamación mínimo 240ºC, ASTM D92.
– Corrosión en lámina de cobre, máximo 1b, 3 horas a 100ºC, ASTM D130.
– Demulsibilidad, 40/40/0 cm3 a 54ºC en un tiempo máximo de 20 minutos, ASTM D1401.
– Estabilidad a la espuma, Secuencia I a 24ºC a los 5 minutos hasta 10 cm3 de espuma y a los 10 minutos debe ser 0 cm3 de espuma; Secuencia II a 98ºC a los 5 minutos hasta 20 cm3 de espuma y a los 10 minutos deber ser de 0 cm3 de espuma; Secuencia III a 24ºC: a los 5 minutos hasta 10 cm3 de espuma y a los 10 minutos debe ser de 0 cm3 de espuma.
– RPOT (vida remanente del aceite), mínimo de 1500 minutos, ASTM D2272.
– Nivel de limpieza ISO 4406-99 mínima de 17/16/14.
– Capacidad de carga de 100 kgf en la prueba de 4 bolas, ASTM D2783.
La empresa invita a 5 fabricantes de lubricantes certificados con los estándares internacionales ASTM e ISO. Se requiere seleccionar la marca y el nombre del aceite que cumpla con los parámetros exigidos por el fabricante del turbogenerador y que económicamente y por el valor agregado que ofrezca sea el más rentable para la empresa.
Solución: La empresa le asigna un porcentaje a los tres aspectos que va a analizar para la selección del proveedor del aceite para el turbogenerador. Tales aspectos son: 1) Aspecto técnico con un porcentaje del 50%. 2) Aspecto económico, con un porcentaje del 30%.
3) Aspecto valor agregado con un porcentaje del 20%. El aspecto técnico es el más importante y por esto se le da un porcentaje del 50%, ya que en este aspecto está inmersa la confiabilidad del turbogenerador que es la que va a garantizar que los costos de producción sean los más bajos posibles para lograr los índices de rentabilidad contemplados en el desarrollo del proyecto del turbogenerador.
Aspecto técnico: En la evaluación del aspecto técnico, la empresa le asigna un puntaje a cada uno de los parámetros técnicos especificados por el fabricante del turbogenerador y luego una vez que cada uno de los fabricantes de los aceites envíen las respectivas propuestas se hace el análisis técnico comparativo de los aceites propuestos. Si el fabricante del aceite cumple con el valor o rango de los parámetros identificados con el número (1), se le da el puntaje asignado y si no cumple, se elimina automáticamente con un valor de cero (0) y no se tiene en cuenta como posible proveedor del aceite. Si no cumple con los parámetros que se identifican con el número (2), se le asigna un puntaje de cero (0) en dicho parámetro, pero no se elimina como posible proveedor del aceite mineral. Ver Tabla 1.
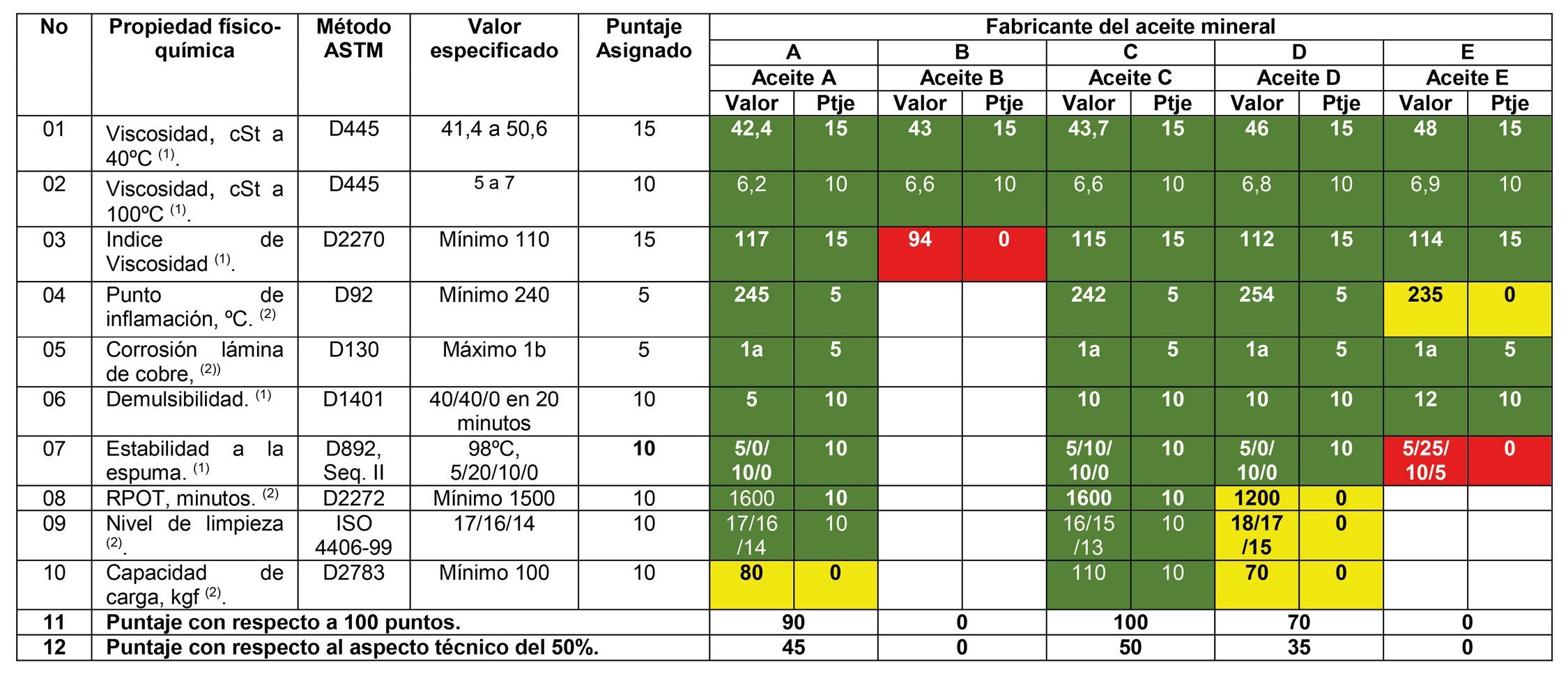
Tabla 1.
Selección del aceite con base en el puntaje asignado a cada uno de los parámetros técnicos.
Los fabricantes de los aceites minerales con cero (0) en alguno de los parámetros (1) no se tienen en cuenta como posibles proveedores del aceite requerido, ya que dichos parámetros son esenciales para garantizar la confiabilidad del turbogenerador. Por lo tanto, en este caso solo se van a tener en cuenta, los fabricantes de aceites A, C y D.
Aspecto económico: El aspecto económico se va a evaluar teniendo en cuenta un porcentaje del 30% y asignándole un puntaje de 100 puntos al que ofrezca el menor precio y 10 puntos menos al del mayor valor con respecto al anterior y así sucesivamente. En la Tabla 2 se especifica la propuesta económica de los fabricantes A, C y D de los aceites minerales.
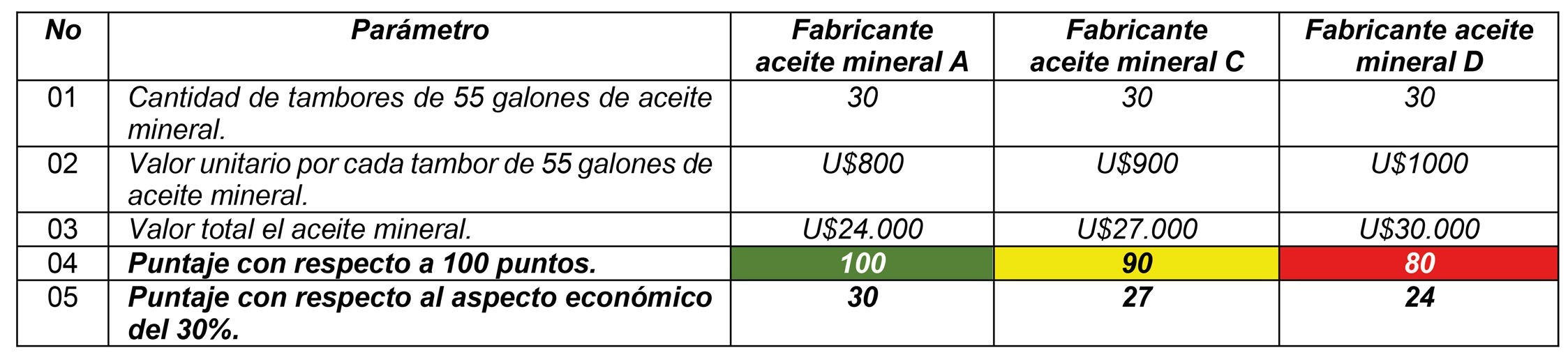
Tabla 2.
Propuesta económica de los fabricantes de aceites minerales A, C y D
Aspecto valor agregado: En la Tabla 3, se especifica el valor agregado solicitado por la empresa, y el valor agregado ofrecido por los fabricantes de los aceites A, C y D.
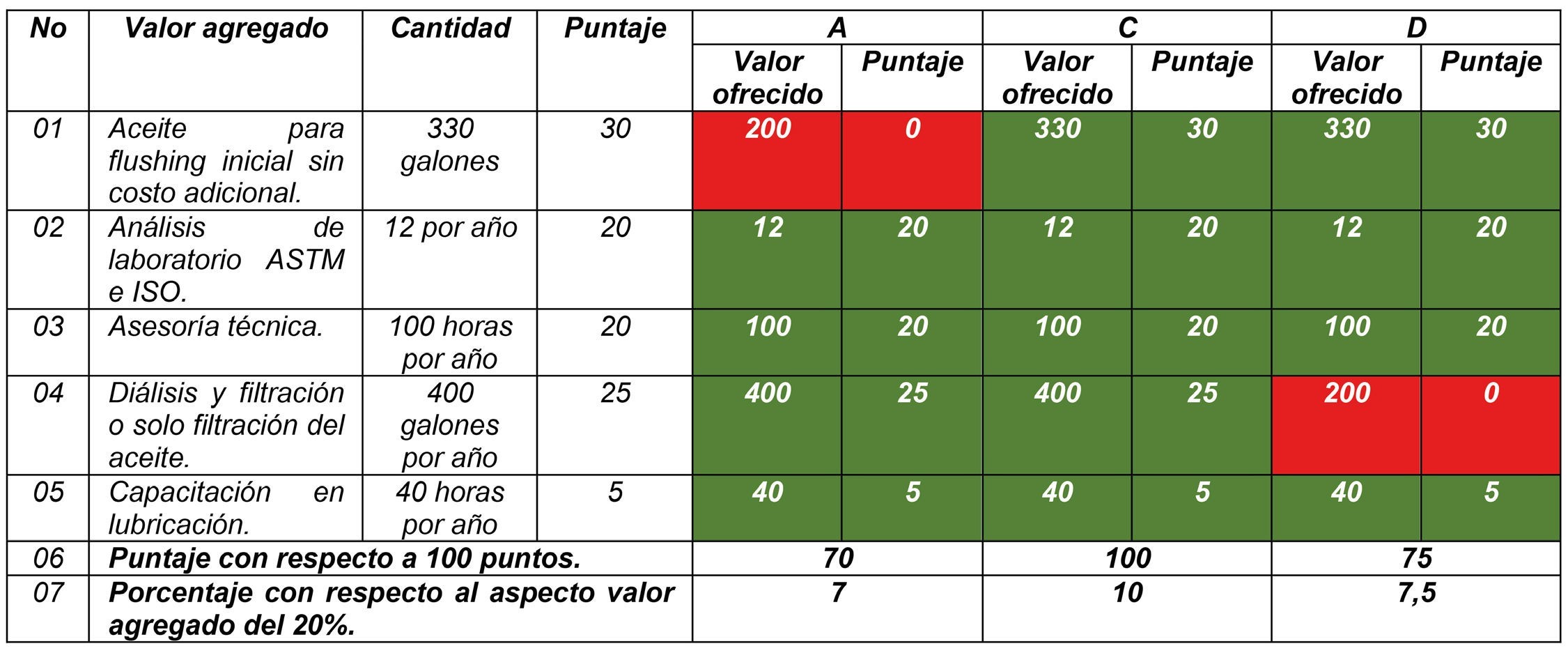
Tabla 3.
Valor agregado especificado por la empresa y el ofrecido por los fabricantes de aceites A, C y D.
Análisis global: En la Tabla 4, se especifica el puntaje total y la selección del proveedor del lubricante.

Tabla 4.
Análisis global y selección del proveedor del aceite mineral para el turbogenerador.
Por lo tanto el proveedor seleccionado para el aceite mineral del turbogenerador es el fabricante C con 87 puntos con respecto al A con 82 puntos y al D con 66,5 puntos.
CONCLUSIONES
La compra de un aceite industrial ISO no solo se debe hacer con base en el precio.
- Antes de comprar un aceite industrial ISO se deben tener en cuenta los parámetros especificados en el Numeral 3.
- Se debe tener mucho cuidado cuando el fabricante del aceite industrial ISO ofrezca descuentos hasta del 40%, no tienen sentido descuentos tan elevados así el volumen de aceite que se vaya a comprar sea alto.
- El fabricante del aceite industrial ISO debe entregar por escrito la certificación del cumplimiento de los parámetros especificados en el Numeral 3 y por parte de la empresa le debe mandar a hacer la evaluación de los mismos parámetros a una muestra de aceite industrial ISO nuevo, en un laboratorio diferente al del fabricante, cuandosecompredichoaceiteycompararlosresultados obtenidos. Como es lógico deben coincidir. La inversión hecha se recupera con creces y se tiene la seguridad de que el aceite industrial que se compra si es equivalente al ofrecido. Se han presentado casos, donde los valores de los parámetros técnicos del aceite ofrecido son muy diferentes a los especificados en los catálogos.

Ingeniero Mecánico de la Universidad de Antioquia. Especialista experimentado en lubricación, que además de ofrecer servicios de capacitación, consultoría y auditoría en lubricación, dirige Tribos Ingeniería S.A.S.
Comentarios recientes